

Kunde
Teilefertiger Präzisionswerkzeuge
| Maschinenschnittstelle: | MAS-BT 30 |
| Material: | 1.0503 / C45 |
| Gewindegröße: | M3 x 0,5 |
| Kernloch: | D = 2,53 mm |
| L = 10,0 mm | |
| Sackloch | |
| Gewindetiefe: | T = 8,0 mm |
| Schnittgeschwindigkeit Vc: | 30 m/min |
| Kühlung/Schmierung: | KSS außen |
Branche
Elektronik Industrie
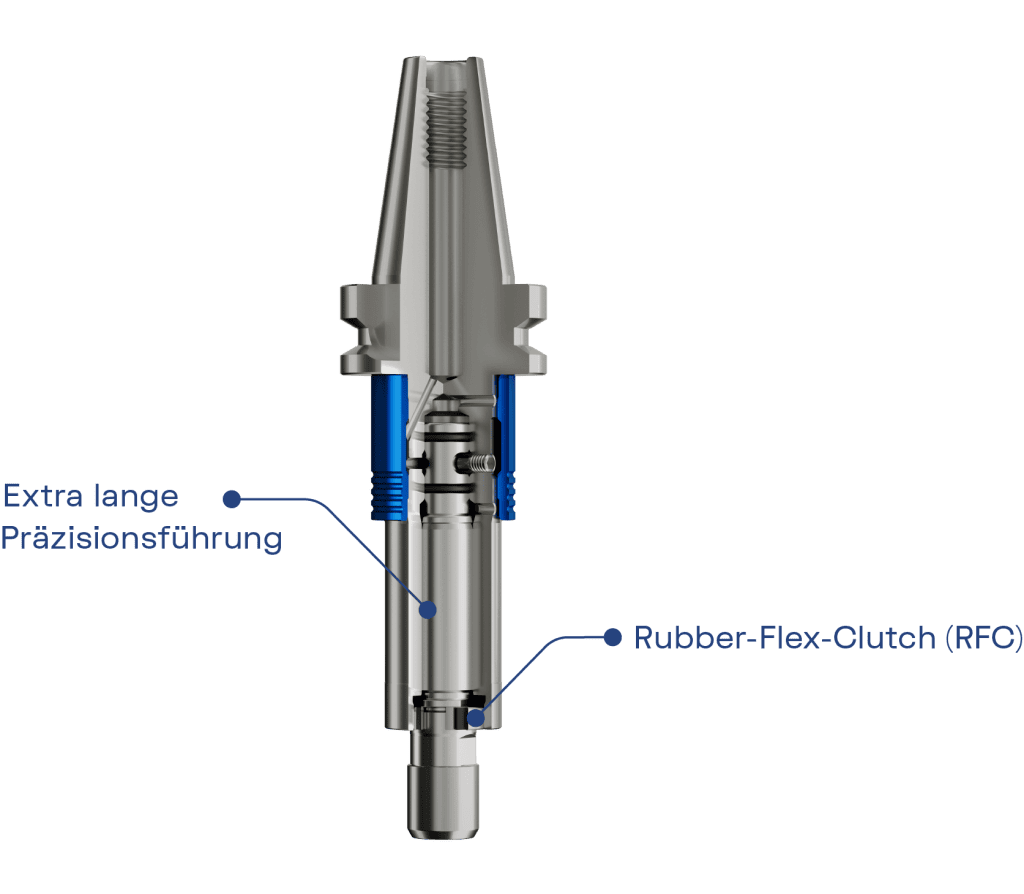
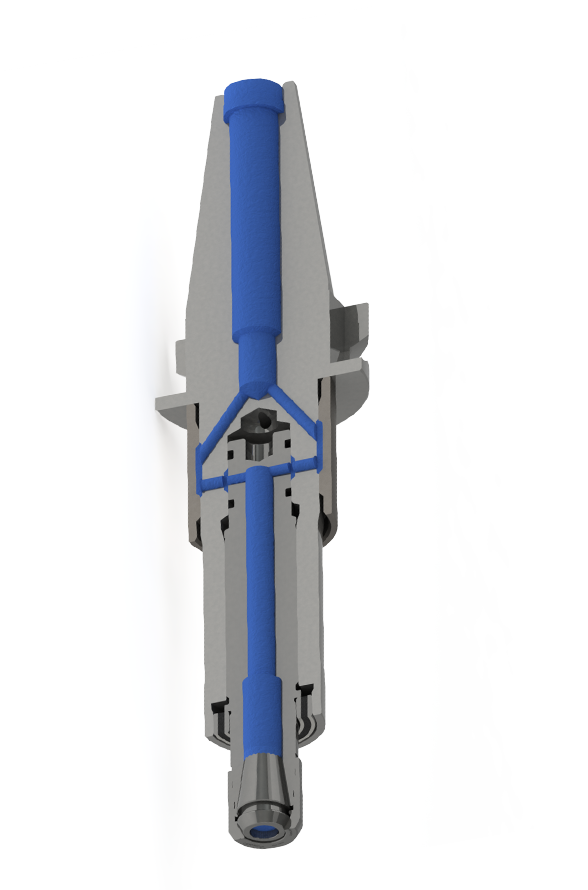
SYNCHRO I
SYNCHRO II
MSC (Mini Synchro Chuck)
| Maschine: | Heller FP4000 |
| Maschinenschnittstelle: | HSK-A 63 |
| Material: | 3.2315 AlSi1MgMn |
| Gewindegröße: | M2,5 + M3 |
| Drehzahl: | 2.000 1/min |
| Schnittgeschwindigkeit Vc: | 19 m/min |
| Kühlung/Schmierung: | KSS innen + außen |
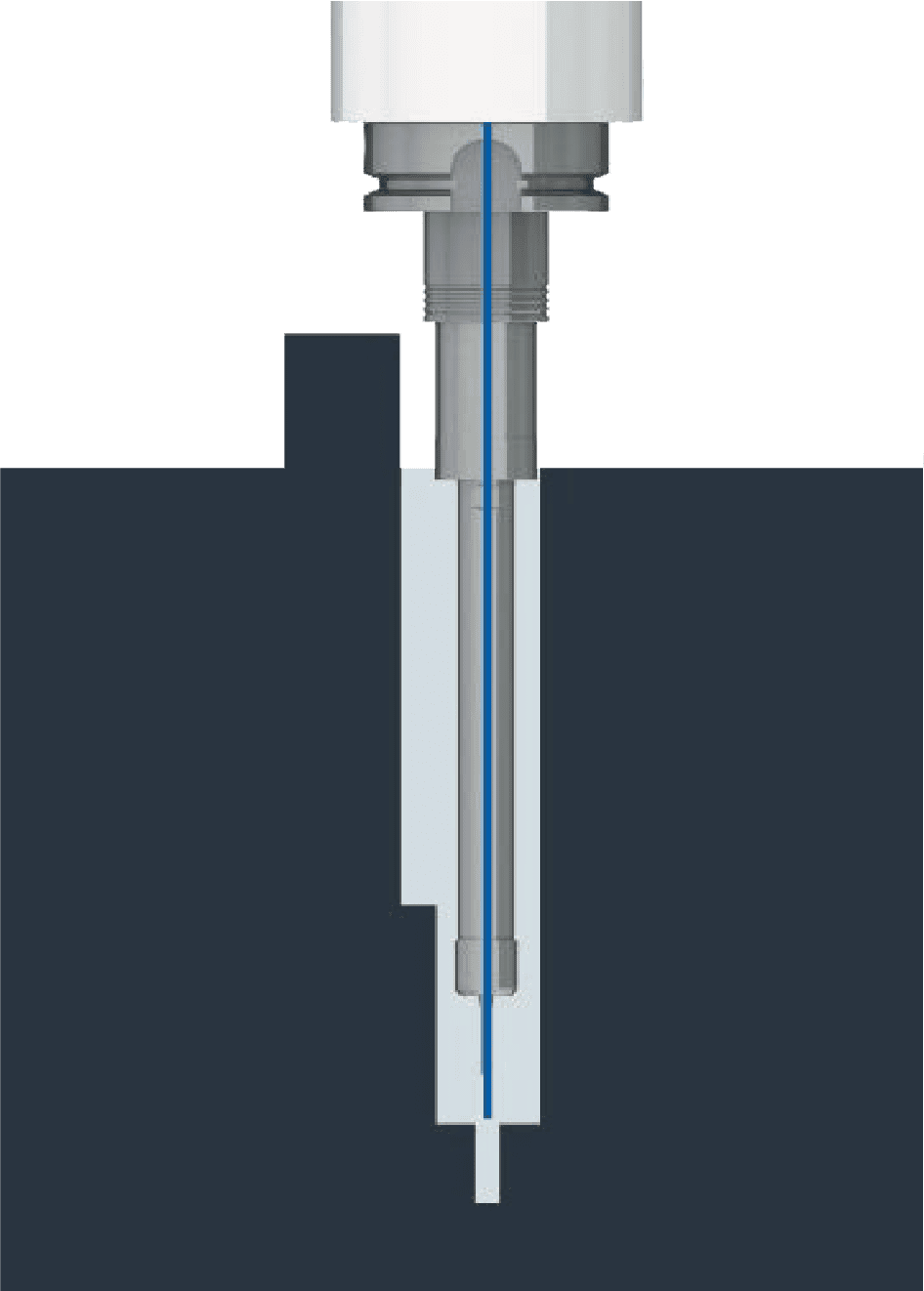
| Herausforderung: | Eintauchtiefe |
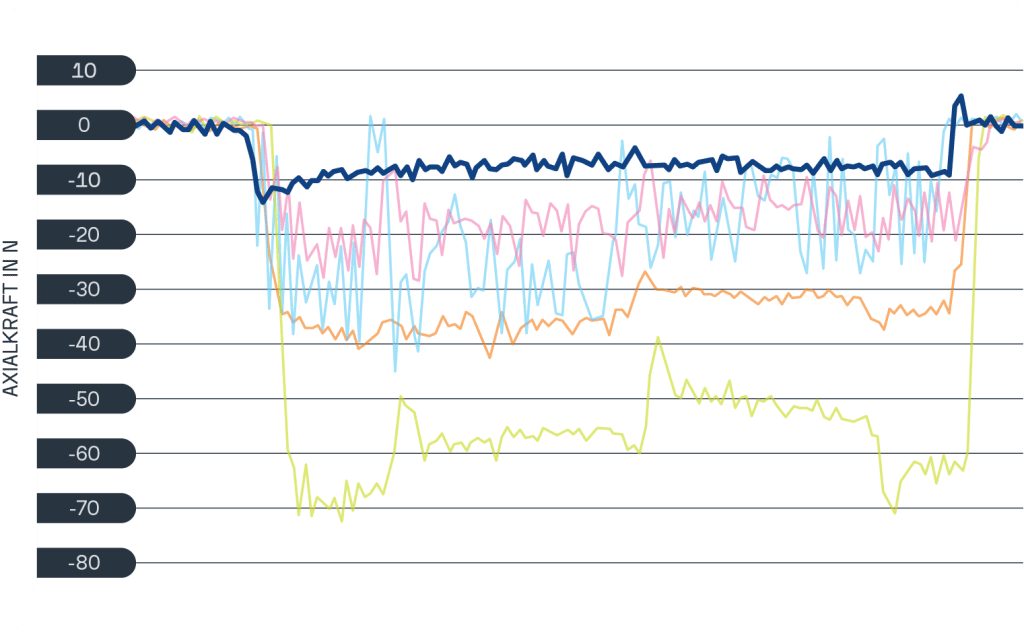
M2,5 und M3 Gewindeformen (IST-ZUSTAND VOR MSC-EINSATZ: unsicherer Prozess wegen Bruch der Gewindewerkzeuge)
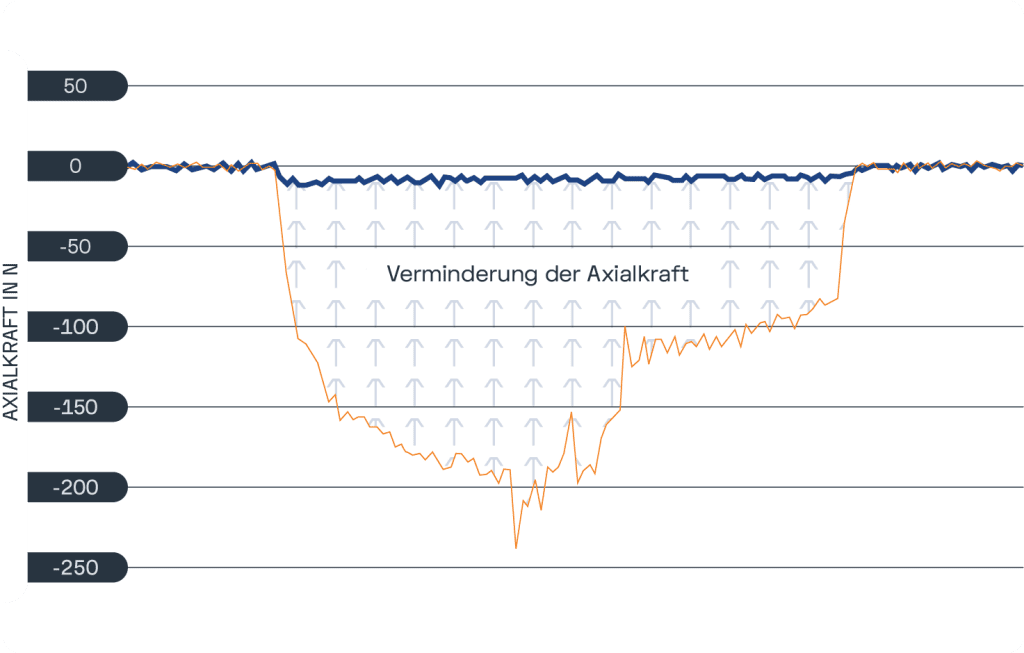
Ist-Zustand Werkzeugbruch
Soll-Zustand bis Werkzeugwechsel
Ergebnis bei Einsatz von MSC (Mini Synchro Chuck)